В настоящее время при эксплуатации отечественного и некоторого импортного дробильного оборудования традиционно используются молотки изготавливаемые из аустенитной марганцовистой стали марки 110г13л. Данный класс сталей имеет исключительно высокие эксплуатационные характеристики при работе в условиях интенсивных ударных нагрузок, но низкую эффективность при абразивном износе. В то же самое время, износостойкие белые чугуны, имеющие высокую твердость (до 62 HRC) исключительно эффективны в условиях абразивного износа, но неустойчивы при возрастании ударных нагрузок.
Так как в реальных условиях износ в дробильном оборудовании роторного типа имеет комбинированный характер (одновременное сочетание ударного и абразивного вида износов), то ни один из выше перечисленных моносплавов не может показать наиболее оптимальный результат.
Данную задачу – увеличение эксплуатационного ресурса молотков молотковых дробилок не менее чем в 3 раза, удалось решить при нахождении технологии изготовления моноотливок из двух различных сплавов литейным способом и организации на ее основе промышленного производства. Выпуск биметаллических износостойких элементов для дробильного оборудования – является ярким примером коммерциализации технологических разработок отечественных ученых в серийном производстве.
Применение биметаллических молотков с увеличенным эксплуатационным циклом, позволило предприятиям ликвидировать промежуточные остановки и ремонты оборудования. Остановка оборудования на большинстве предприятий, применяющих нашу продукцию, стала осуществляться только один раз в год на плановый ремонт, что резко повысило операционную эффективность эксплуатации дробильного оборудования.
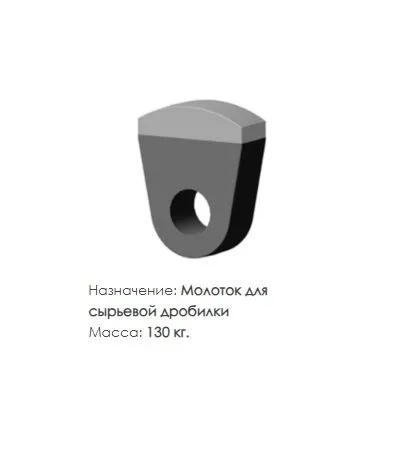
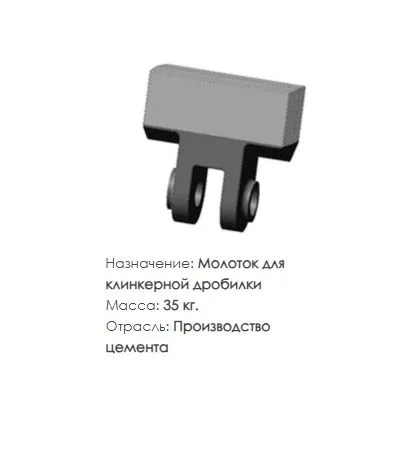
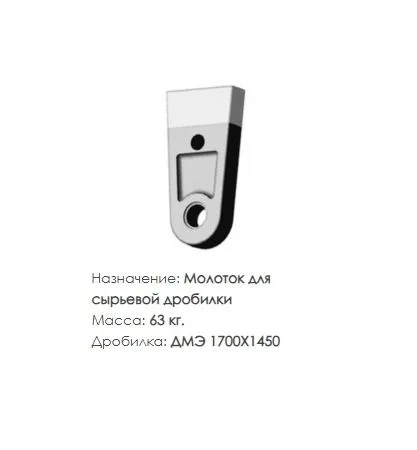
Ниже на Рис.1 показаны молотки для различных модификаций молотковых дробилок, изготовленные по биметаллической литейной технологии.


Сталь и чугун образуют между собой монолитное соединение, которое по прочности соответствует свойствам моносплава.
Соединение двух расплавов между собой происходит при помощи специального флюса, а заливка и термообработка осуществляется по определённым режимам.
Рабочая часть молотка, посредством которой производится дробление, изготавливается из хром - молибденово – марганцевых износостойких чугунов с содержанием лигирующих элементов в пределах 18 – 22%. Особые режимы, применяемые при термообработке, позволяют получать микрокристаллическую структуру карбидов, равномерно распределенную в вязкой матрице. Такое формирование кристаллической структуры сплава, позволяет наряду с очень высокой твердостью, добиваться и очень высокой износостойкости.
Основная часть молотка, функционально отвечающая за крепление к ротору или штангам, изготавливается из вязких, удароустойчивых низкоуглеродистых сталей, типа 25л. Она играет роль демпфера, гасящего ударные напряжения, возникающие во время эксплуатации и сохраняющего ударную часть, изготовленную из чугуна от растрескивания. Кроме этого, низкая твердость данного материала позволяет избежать износа роторов и штанг в местах крепления и косвенно увеличить и их срок эксплуатации.
Цена на единичное биметаллическое изделие в среднем в 2-2,5 раза выше, чем на соответствующее изделие из марганцовистой стали, но так как биметаллических изделий будет требоваться в 3-4 раза меньше, то общие затраты на закупку комплекта изделий из биметаллических сплавов, будут снижены на 25%, без учета сокращения затрат на замену изношенных элементов. Так как потребитель, должен получить существенный эффект от применения новой продукции – сокращение затрат на закупку расходных элементов на уровне 25% сохраняется всегда, даже в случае отклонения срока эксплуатации от декларируемого, путем пропорциональной корректировки цены в сторону понижения. Все это существенно позволяет сократить операционные затраты и повысить эффективность процессов дробления и помола.
Примеры модификаций биметаллических молотков: